Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
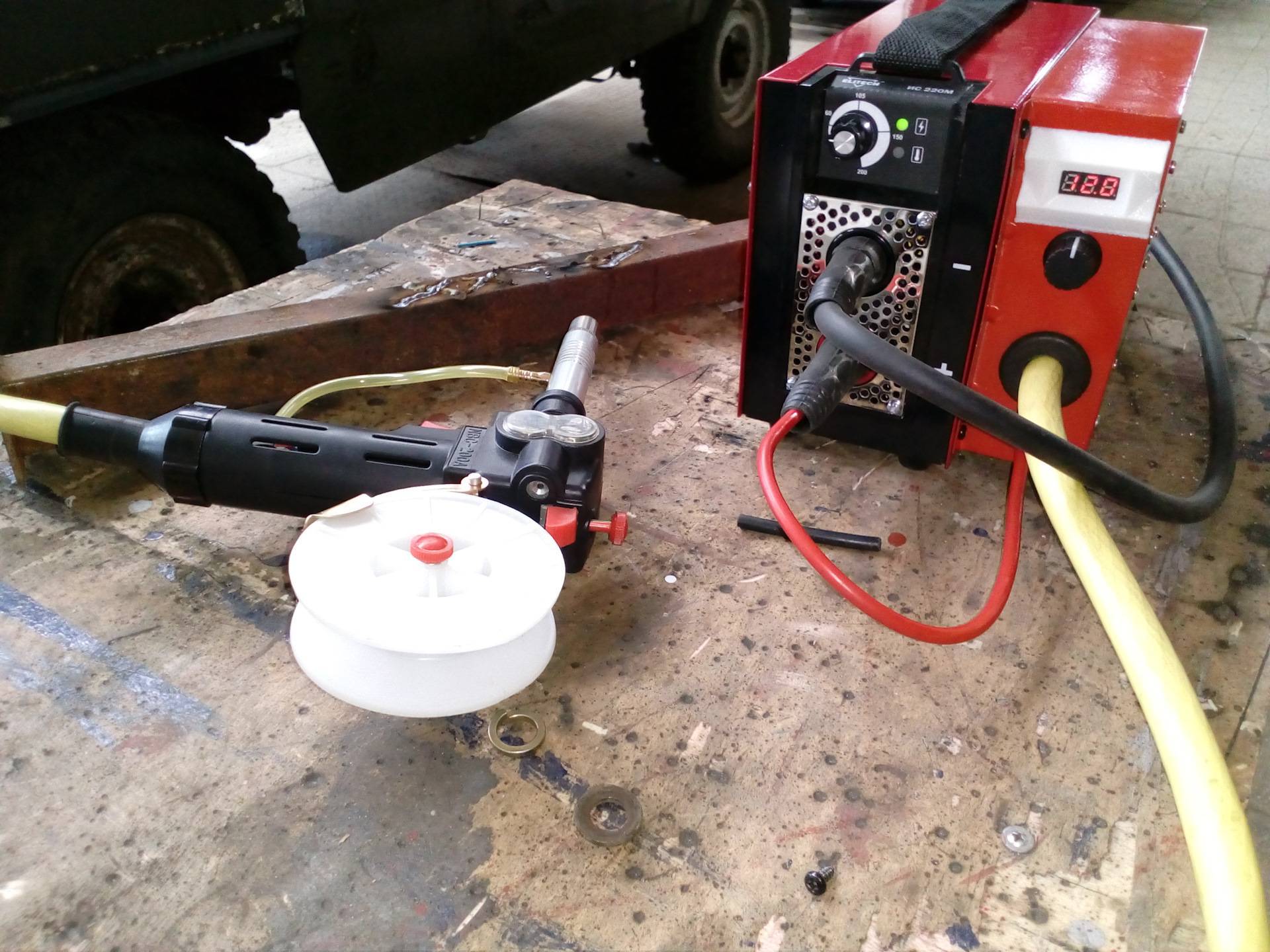
Сварочное устройство-полуавтомат для бытовых нужд может быть приобретено в уже готовом к применению виде либо полностью собрано своими руками. Самодельный полуавтомат обойдётся исполнителю намного дешевле, но для его сборки потребуются определенные навыки работы с электротехническим оборудованием. Внешний вид такого сварного устройства представлен на размещённом ниже рисунке.
Всем желающим сделать полуавтомат из инвертора своими руками рекомендуем сначала ознакомиться с устройством этого агрегата и особенностями функционирования входящих в его состав модулей.
Устройство агрегата
Споттер из сварочного аппарата своими руками
Рассмотрим самые важные части агрегатов, изготовленных своими руками из инвертора, более подробно.
Узел подачи расходного материала и горелка
Особое внимание при комплектации запчастями следует уделить основательной переделке устройства подачи проволоки, которая должна будет перемещаться внутри гибкого шланга. Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части
Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части.
Так как при сварке полуавтоматом допускается применение нескольких типов проволоки, изготовленной из различных материалов и имеющей разный диаметр, скорость её поступления обязательно должна быть переменной величиной. Именно эту возможность должна обеспечивать так называемая «подача» расходного материала, которая организуется в соответствии с общими требованиями к любому инверторному агрегату.
При обустройстве полуавтоматической схемы чаще всего применяется расходная проволока сечениями 0,8, 1,0, 1,2 и 1,6 мм. Непосредственно перед началом работ она наматывается на заранее подготовленных катушках, которые фиксируются на элементах агрегата посредством простейшего крепежа. Полуавтоматическая сварка предполагает подачу проволоки «самоходом», что существенно сокращает время проведения всех операций и повышает эффективность этих процедур.
Используемая в полуавтомате горелка может быть взята целиком от неработающего сварочного агрегата этого же типа или же изготовлена самостоятельно в домашних условиях. Сразу оговоримся, что сделать горелку своими руками – совсем непростое занятие, требующее от исполнителя определённого опыта и наличия навыков в изготовлении подобных аппаратов.
Электронный управляющий модуль
Электрическая схема сварочного полуавтомата представлена на рисунке ниже.
Электронная схема (блок управления)
Базовым элементом блока управления полуавтоматом является микроконтроллер, ответственный за выбор нагрузочного режима и за стабилизацию выходного тока. Помимо этого, в состав электронного блока входят следующие обязательные узлы и детали:
- Выпрямительный мостик на полупроводниковых диодах большой мощности;
- Ключевые транзисторные схемы;
- Дополнительный намоточный трансформатор;
- Корректирующие дроссели и катушки индуктивности.
Особое внимание в составе электронного модуля должно быть уделено намоточным индуктивным изделиям. Известен упрощённый вариант инверторного агрегата, который принято называть «устройство от Саныча»
Его схема приводится на размещённом ниже рисунке
Известен упрощённый вариант инверторного агрегата, который принято называть «устройство от Саныча». Его схема приводится на размещённом ниже рисунке.









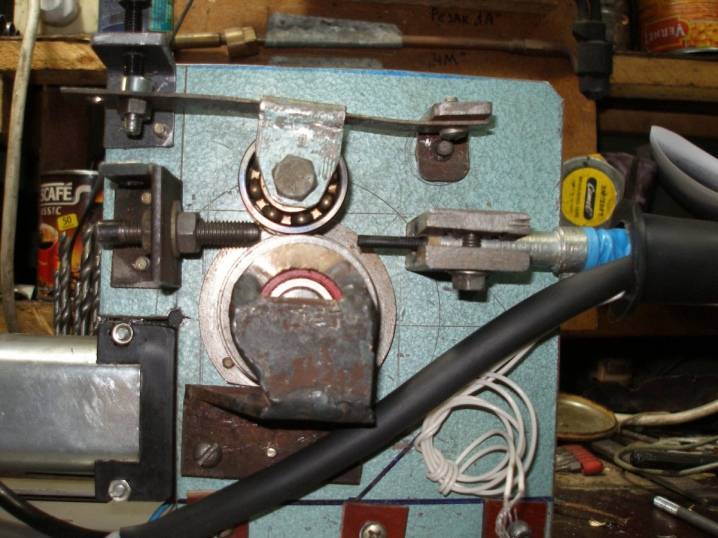
Схема упрощённого электронного модуля
Трансформатор
Ещё одним ответственным узлом полуавтомата, своими руками изготовленного из старого сварочного устройства, является трансформатор, который может быть взят от того же инвертора (с учётом небольшой переделки).
Для обеспечения требуемых характеристик инверторного трансформатора, полностью подходящих для полуавтомата, необходимо перемотать старую первичную катушку медной полоской с нанесенной на неё прослойкой из термоустойчивой бумаги.
Важно! Такие трансформаторы не могут наматываться обычным медным проводом толстого сечения, поскольку в режиме больших токовых нагрузок они будут сильно нагреваться. Вторичную обмотку старого трансформаторного изделия также следует немного доработать
Для этого необходимо будет проделать следующие операции:
Вторичную обмотку старого трансформаторного изделия также следует немного доработать. Для этого необходимо будет проделать следующие операции:
- Сначала нужно намотать катушку, состоящую из 3-х слоев жестяных полос, каждая из которых изолируется посредством фторопластовой ленты;
- Далее концы старой и только что намотанной обмотки нужно спаять, что обеспечит высокую проводимость всей катушки;
- Также нужно предусмотреть в наборе элементов, из которых собирается конструкция полуавтомата, небольшой вентилятор (он предназначается для дополнительного охлаждения устройства).
В качестве такого охлаждающего прибора, устанавливаемого в сварочные агрегаты, может использоваться вентилятор с вышедшего из строя старого ПК.
Из инвертора для ручной сварки
Если в мастерской имеется сварочный инвертор для ручной сварки, проблему с источником тока для полуавтомата можно считать решённой. На базе аппарата для ручной сварки можно своими руками сделать инверторный полуавтомат.
Для того чтобы не разбирать работоспособный инверторный преобразователь, можно поступить следующим образом. Все дополнительные узлы, необходимые для работы сварочного полуавтомата можно расположить в отдельном корпусе.
Изготовление корпуса
Задача заключается в том, чтобы найти или изготовить подходящий корпус, в котором будет установлена катушка со сварочным проводом, свободно вращающаяся на барабане, механизм протяжки проволоки. На лицевой панели этого корпуса будет располагаться гнездо для подключения рукава с горелкой и регулятор скорости подачи проволоки.
Минусовой вывод инвертора нужно завести в новый корпус и соединить с клеммой рукава. Сварочная проволока должна быть соединена с этим потенциалом.
Читать также: Мебельные стяжки межсекционные размеры
Также внутри нового корпуса следует предусмотреть монтаж шланга, соединяющего баллон с защитным газом и рукав горелки. Для осуществления регулируемой подачи газа можно установить клапан от автомобильного стеклоочистителя.
Обеспечение питания протяжки и клапана
Поскольку электродвигатель механизма протяжки проволоки и клапан, перекрывающий газ питаются постоянным напряжением 12 вольт, придётся установить небольшой трансформатор с выпрямителем, обеспечивающий это питание.
Для коммутации двигателя и клапана лучше установить промежуточные автомобильные реле на 12 вольт. Включение протяжки проволоки осуществляется клавишей на горелке, удерживаемой руками, для открытия и закрытия клапана подачи газа, на лицевой панели устанавливается тумблер.
Такая компоновка позволит пользоваться инвертором и для ручной сварки, и как источником тока для сварочного полуавтомата. Затраты на изготовление самодельного полуавтомата невелики, а польза от него будет ощутимая.
Сварочный полуавтомат является довольно востребованным устройством среди профессиональных и домашних мастеров, особенно тех, кто занимается кузовным ремонтом. Данный агрегат можно приобрести уже в готовом исполнении. Но многие владельцы сварочных инверторных аппаратов задаются вопросом: а можно ли переделать инвертор в полуавтомат, чтобы не покупать еще один сварочник? Сделать полуавтомат из инвертора своими руками — задача довольно сложная, но при сильном желании вполне осуществимая.
Принцип работы полуавтомата
Сварочные полуавтоматы в большинстве своём являются простым оборудованием. Основные его части – регулируемый источник постоянного тока, который и обеспечивает подачу сварочного напряжения, а также специальный механизм, предназначенный для подачи сварочной проволоки в зону сварочной дуги, причём подача выполняется с регулируемой скоростью.
Дуга имеет надёжную защиту, благодаря потоку газа, создаваемого горелкой, куда он попадает от баллона с тем самым газом. Настройка скорости подачи электрода и напряжения сварки происходит одновременно.
Как уже было сказано, сварочная проволока должна подаваться в зону дуги со строго определённой скоростью. Только в этом случае процесс сварки будет протекать стабильно. В противном случае при малейшем перерыве в подаче проволоки дуга обрывается, и это ведёт не только к снижению качества сварочного шва, но и к другим более серьёзным последствиям, к которым стоит отнести, в первую очередь, прожог шва, оплавление наконечника электрода и прочие отказы и дефекты.
Для качественной подачи необходимо перед работой проверить ведущие ролики. Необходимо, чтобы подающий ролик имел V-образную канавку, размер которой должен совпадать с размером проволоки, а также, чтобы эта канавка была в хорошем состоянии, то есть не была изношена.
Зачастую, когда люди сталкиваются с плохой подачей, они увеличивают усилие на зажим ведущих роликов, что может лишь ещё больше ухудшить подачу, поскольку проволока может деформироваться. Кроме того, можно испортить направляющий канал горелки всё по той же причине.
Во время работы сварочная проволока проходит через горелку посредством направляющего канала, который с течением времени имеет тенденцию к загрязнению и износу. Вследствие чего сопротивление подачи электрода увеличивается, вплоть до полной остановки проволоки.
Такого допускать не следует, лучше вовремя заметить эти изменения и заменить направляющий канал на новый, устанавливая который нужно быть очень внимательным, поскольку при несоответствии его длины, внешнего и внутренних диаметров могут возникнуть серьёзные проблемы подачи. Другими словами, весь смысл замены теряется, и нормальная сварка по-прежнему невозможна.
Для того, чтобы снизить загрязнение проволоки, а также преждевременный износ направляющего канала, лучше выбирать полуавтомат с закрытым механизмом подачи. Такой подход к подаче проволоки заметно лучше защищает её от пыли, влаги, окисления и т.д.
Теперь пару слов о контактном наконечнике горелки, через который собственно сварочный ток и подаётся к электроду (сварочной проволоке). Понятное дело, что для качественной сварки проволока должна иметь качественный и надёжный контакт с этим наконечником. Необходимо следить за степенью износа этой части сварочного полуавтомата, чтобы своевременно заменить.
Все эти, казалось бы, мелочи имеют огромное значение для качественной сварки, выполняемой при помощи полуавтомата. Хорошее состояние оборудование – залог успеха, а плохой за ним уход – первый и самый верный шаг к появлению всевозможных неисправностей.







Устройство и работа полуавтомата
Сварка металлических изделий может производиться разными способами, но во всех случаях используется электрическая дуга. Среди них очень популярны полуавтоматы, способные соединять любые металлы.
В своей работе полуавтомат из сварочного инвертора использует защитные газы, предотвращающие возникновение химических реакций в расплавленной среде. В некоторых моделях для этих целей служит углекислота, но в большинстве устройств применяются различные инертные газы – аргон, гелий и другие. Такая сварка известна под сокращенным названием МИГ или MIG – Metal Inert Gas welding.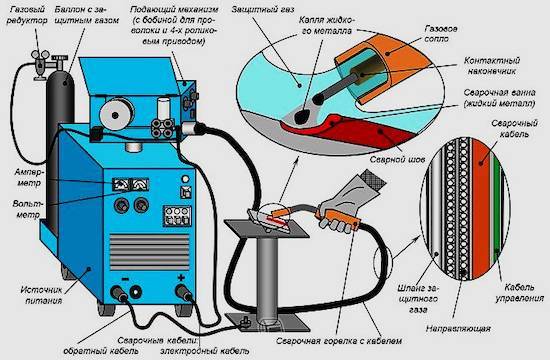 Основные детали и компоненты полуавтоматической сварки:
Основные детали и компоненты полуавтоматической сварки:
- Инвертор или трансформатор, выполняющий функции генератора тока.
- Газовый баллон, оборудованный редуктором.
- Электрические кабели и шланги необходимого сечения и размера.
- Газовая горелка, сопряженная с механизмом подачи сварочной проволоки.
- Устройство, подающее проволоку к месту сварки.
Сварочная проволока изготавливается из разных металлов и по сути является плавящимся электродом. Она предварительно наматывается на барабан, а затем автоматически подается к месту соприкосновения детали и горелки. Скорость движения проволоки зависит от ее диаметра и величины сварочного тока. При нажатии рукоятки возникает электрическая дуга, одновременно проволока подается к сварочному шву, а газ, находясь под давлением, совершает обдув ванны. Атмосферный воздух уже не может попасть в раскаленный металл и окислить его.
В этом случае функция газа аналогична защитному покрытию стандартного электрода, только для образования защитного слоя не требуется сжигание материала, покрывающего стержень. Все компоненты сварки – инвертор, барабан, газовый баллон создают некоторую громоздкость системы, отрицательно влияя на мобильность. Однако, данный недостаток перекрывается существенными преимуществами полуавтоматов. В процессе работы нет выделения токсичных паров, электрическая дуга легко зажигается и удерживается, проволока расходуется в минимальном количестве, возможно соединение даже очень тонких металлических листов.
Работа углекислотной сварки осуществляется по такому же принципу, но в баллоне находится более дешевый углекислый газ. Набор функций практически такой же, за исключением некоторых ограничений, касающихся свариваемых изделий. Профессиональные полуавтоматы могут работать в двух режимах – с углекислотой и с инертными газами. Регулировка тока выполняется в широком диапазоне, а диаметр проволоки может быть любым, в пределах 0,5-4,0 мм.
Настройка инвертора, используемого для полуавтоматической сварки
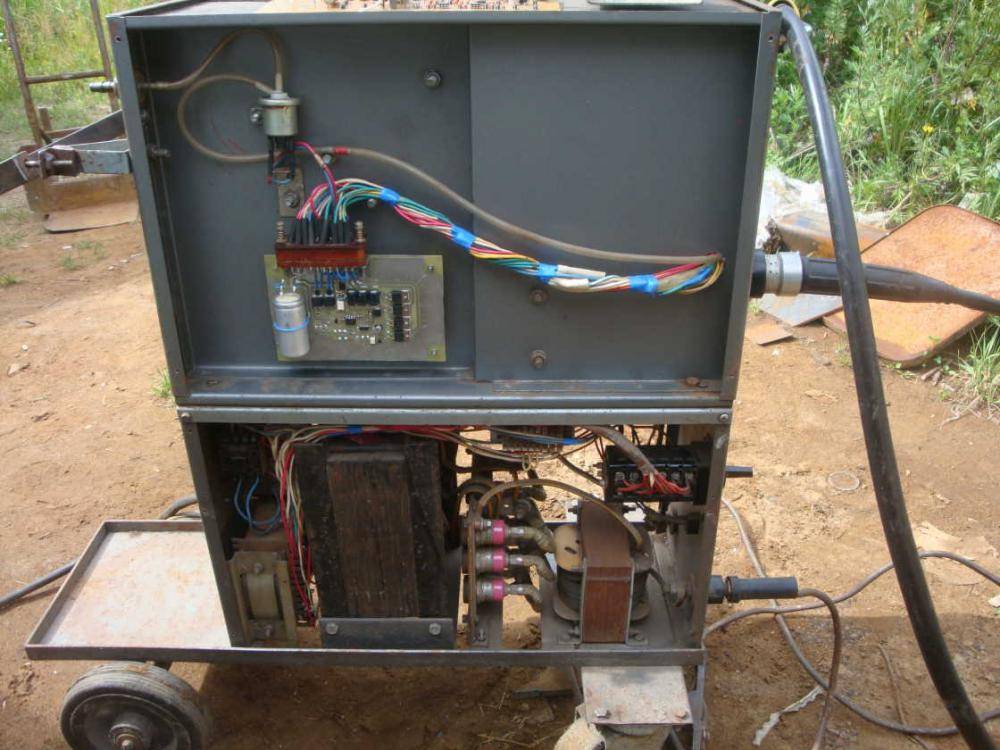
Если вы решили сделать своими руками сварочный полуавтомат, используя для этого инвертор, необходимо предварительно обесточить данное оборудование. Чтобы такое устройство не перегревалось, следует разместить его выпрямители (входной и выходной) и силовые ключи на радиаторах.
Силовые диоды на дополнительных радиаторах
После того как все вышеперечисленные процедуры выполнены, можно соединить силовую часть устройства с его блоком управления и подключить его к электрической сети. Когда индикатор подключения к сети загорится, к выходам инвертора следует подключить осциллограф. С помощью этого прибора надо найти электрические импульсы частотой 40–50 кГц. Время между формированием таких импульсов должно составлять 1,5 мкс, что регулируется изменением величины напряжения, поступающего на вход устройства.
Осциллограмма сварочного напряжения и тока: слева на обратной полярности, справа – на прямой
Необходимо также проверить, чтобы импульсы, отражающиеся на экране осциллографа, имели прямоугольную форму, а их фронт составлял не более 500 нс. Если все проверяемые параметры соответствуют требуемым значениям, то можно подключать инвертор к электрической сети. Ток, поступающий от выхода полуавтомата, должен иметь силу не менее 120 А. Если величина силы тока меньше, это может означать то, что в провода оборудования подается напряжение, величина которого не превышает 100 В. При возникновении такой ситуации необходимо сделать следующее: протестировать оборудование путем изменения силы тока (при этом надо постоянно контролировать напряжение на конденсаторе). Кроме того, следует постоянно контролировать температуру внутри устройства.
После того как полуавтомат протестирован, необходимо проверить его под нагрузкой. Чтобы сделать такую проверку, к сварочным проводам подключают реостат, сопротивление которого составляет не меньше 0,5 Ом. Такой реостат должен выдерживать ток силой 60 А. Сила тока, который в такой ситуации поступает на сварочную горелку, контролируется при помощи амперметра. Если сила тока при использовании нагрузочного реостата не соответствует требуемым параметрам, то величину сопротивления данного устройства подбирают эмпирическим путем.
Особенности конструкции и принцип работы полуавтомата
Отличительная черта этого сварочника — вместо сменных электродов применяется непрерывно подаваемая в зону сварки проволока.
Она обеспечивает постоянный контакт и обладает меньшим сопротивлением, в сравнении с дуговой сваркой.
Благодаря этому в точке контакта с заготовкой моментально образуется зона расплавленного металла. Жидкая масса склеивает поверхности, образуя качественный и прочный шов.
С помощью полуавтомата легко варятся любые металлы, включая цветные и нержавейку. Освоить технику сварки можно самостоятельно, нет необходимости записываться на курсы. Аппарат очень прост в эксплуатации, даже для начинающего сварщика.
Помимо электрической части — источника тока большой мощности, полуавтомат имеет в конструкции механизм непрерывной подачи сварочной проволоки и горелку, оборудованную соплом для создания газовой среды.
С обычной омедненной проволокой работают в среде защитного инертного газа (как правило — углекислого). Для этого баллон с редуктором подключают к специальному входному штуцеру на корпусе полуавтомата.
Кроме того, полуавтоматом можно варить в самозащитной среде, которая создается с помощью специального напыления на сварочной проволоке. В этом случае инертный газ не используется.
Именно простота работы и универсальность полуавтомата делает агрегат таким популярным среди сварщиков-любителей.
Во многих комплектах реализована функция два в одном — сварочный инвертор и полуавтомат в общем корпусе. От инвертора сделан дополнительный отвод — клемма подключения держателя сменных электродов.
Единственный серьезный недостаток — качественный полуавтомат стоит существенно дороже простого инвертора. При схожих характеристиках, стоимость отличается в 3-4 раза.
Поэтому домашние мастера стремятся по возможности переделать сварочный инвертор в полуавтомат. Как это сделать — мы расскажем в следующем материале.
Важные параметры при выборе сварочного полуавтомата
Узнав разновидности аппаратов и возможности работы с газами перейдем к ключевым параметрам. Чтобы понять какой сварочный полуавтомат лучше купить для гаража или домашней мастерской стоит разобраться в четырех характеристиках, влияющих на возможности по сварке.
Диаметр проволоки и сварочный ток
Выбирая сварочный полуавтомат нужно отталкиваться от толщины свариваемого металла. Для кузовных элементов авто или ремонта корпусов электрического оборудования нужна малая сила тока и небольшой диаметр проволоки, чтобы избегать прожогов. Если выбрать маломощный аппарат, то он не проплавит стороны, а лишь наложит расплавленный металл сверху, что не будет иметь удерживающей силы. При мощном полуавтомате, но малом диаметре проволоки последняя расплавится не успев достигнуть соединяемые детали.
Вот примерная таблица подбора режима сварки полуавтоматом:
| Толщина металла, мм | Диаметр проволоки, мм | Сила тока, А |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 – 30 |
| 1.2-2.0 | 0.8 | 45 – 100 |
| 2.5-4.0 | 1.0-1.2 | 120 – 200 |
| 5.0-8.0 | 1.6 | 150 – 350 |
| 9.0-20.0 | 1.6 | 300 – 500 |
Следовательно, если в приоритете сварка емкостей и листовой стали с толщиной до 2 мм, то достаточно самой простой модели с силой тока 150 А и катушкой с проволокой диаметром 0.8 мм. Но заварить швеллер таким полуавтоматом уже не получится. Если в перспективе предстоит варить различные по толщине металлы, то лучше выбрать модель с большим диапазоном и возможностью устанавливать проволоку разного диаметра.








Напряжение питающей сети
Немаловажно при выборе полуавтомата учитывать и параметры сети. Бытовые модели на 220 В можно подключить в мощную переноску и варить во дворе дома или гараже. Но они ограничены пределом силы тока в 250 А
Чтобы вести сварку на более высоком токе потребуется трехфазный ввод. Если в гараже есть такая возможность для подключения, то стоит заказать полуавтомат на 380 В, что расширит его возможности. Комбинированный тип, способный переключаться и работать как от 220, так и от 380 В оправдан только в случае выездной деятельности, когда часто приходится менять рабочее место, а будущие параметры сети неизвестны
Но они ограничены пределом силы тока в 250 А. Чтобы вести сварку на более высоком токе потребуется трехфазный ввод. Если в гараже есть такая возможность для подключения, то стоит заказать полуавтомат на 380 В, что расширит его возможности. Комбинированный тип, способный переключаться и работать как от 220, так и от 380 В оправдан только в случае выездной деятельности, когда часто приходится менять рабочее место, а будущие параметры сети неизвестны.
Но для частного дома и дачи стоит учесть еще и возможность варить при пониженном напряжении. Когда ток падает с 220 до 190 В и ниже, то некоторые аппараты просто «не тянут», дуга еле горит, а металл в сварочной ванне вместо жидкого похож на пластилин
Тогда нужно обращать внимание на модели с диапазоном входящего напряжения 140-230 или 170-230 В
Потребляемая мощность
Потребляемая мощность влияет на производительность и оказываемую нагрузку на сеть. Для бытовых нужд лучше выбирать полуавтоматы с мощностью 3-4 кВт. Это поможет не спалить розетку от перегрева, автомат не будет выбивать, а показателя хватит, чтобы проварить листовой металл или уголок толщиной до 3 мм.
Если в гараже предусмотрено небольшое производство по изготовлению дверей и ворот, то нужен более мощный автомат и проводка. Тогда можно выбрать агрегат на 5-6 кВт, расширяющий возможности по сварке. Для частных цехов используют оборудование от 7 кВт.
Учитывая показатель мощности стоит помнить, что ее рабочее значение немного ниже потребляемого. Изначально нужно предусматривать запас в 20%, но если в доме частые просадки сети, то этот запас должен быть еще больше.
Рекомендуем:
 сварочный аппарат своими руками
сварочный аппарат своими руками
 как подключить светодиод к 220в
как подключить светодиод к 220в
 как подключить светодиодный светильник к 220в
как подключить светодиодный светильник к 220в
 Удельное сопротивление алюминия
Удельное сопротивление алюминия
 для чего применяются плавкие предохранители
для чего применяются плавкие предохранители
 выпрямительный диод
выпрямительный диод
 Сечение медного провода по мощности – Таблица
Сечение медного провода по мощности – Таблица
 Сечение кабеля и мощность
Сечение кабеля и мощность
 индукционный водонагреватель своими руками схема
индукционный водонагреватель своими руками схема
 Укладка силового кабеля
Укладка силового кабеля