Как класть шов
Самым сложным в сварке является процесс правильного удержания и ведения электрода, особенно если между свариваемыми деталями какое-то расстояние. Для новичка также достаточно сложно будет поддержание одинаковой длины дуги, обеспечивающей не только надежное сваривание металлов, но и красоту шва.
Разжигание электрода
Разжигание электрода — это процедура, которую необходимо проводить перед началом сварки, а также после непродолжительного перерыва. Она необходима для того, чтобы прогреть электрод и привести его к рабочей температуре. Разжигание делается двумя способами:
- постукиванием электрода о металлическую поверхность;
- чирканьем о свариваемые детали.
И тот и другой способ хороши, единственное, желательно разжигать электрод в зоне сварки, чтобы не оставлять следов на поверхности.
Длина дуги
Оптимальная величина дуги составляет 2—3 миллиметра, при этом получается ровный красивый невыпуклый шов, обеспечивающий максимальное схватывание металлических деталей. Если удерживать дугу меньшей длины, то металл недостаточно прогреется, а шов получится выпуклым и ненадежным. Дуга длиной более 3 миллиметров достаточно сложна в удержании, а также не обеспечивается надежная изоляция места сварки от кислорода в атмосфере (чему служит смазка электрода). Кроме того, дуга может «прыгать» и шов получается неровным.
Удержание электрода
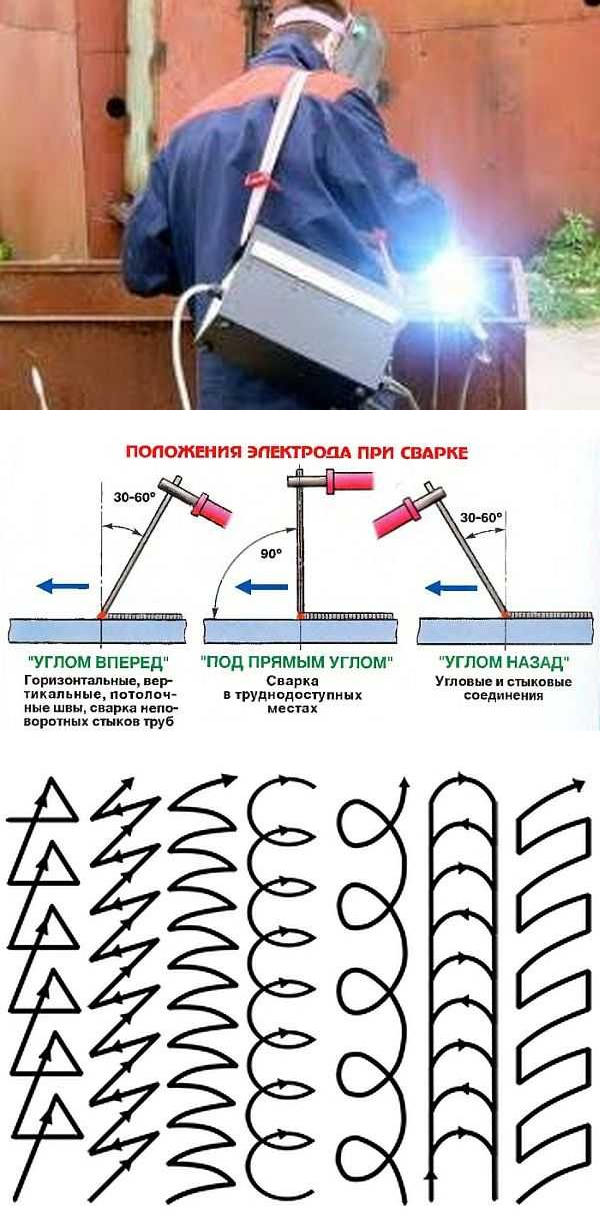
Электрод можно удерживать под прямым углом, «углом вперед» или «углом назад», в зависимости от удобства, положения свариваемых деталей, возможности подлезть с электродом в труднодоступные места
При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий
Ведение электрода
Если детали примкнуты вплотную, то шов можно просто класть вдоль стыка. Но если между свариваемыми частями небольшой зазор, то необходимо выписывать электродом узор, похожий на ход нитки при сшивании тканей, прогревая детали попеременно, но так, чтобы они не остыли. Движения могут различаться, быть зигзагообразными, круговыми, дугообразными, главное, чтобы они были равномерными и плавными. Сложные сварочные швы для начинающих класть довольно проблематично, поэтому лучше сначала попрактиковаться на ненужных кусках металла, а затем переходить к «чистовой» сварке.
Резка металла электродом
Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными. Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом. Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ.
Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Как работать сварочным инвертором
Сварка инвертором происходит тогда, когда образовавшаяся между металлом и электродом дуга начинает плавить стержень электрода, а также часть металла. В образовавшейся ванне металлы смешиваются и формируют шов. Защитить от окисления и разбрызгивания расплавленного металла в ванне, помогает слой специального покрытия, нанесенного на электрод.
Розжиг дуги
История о том, как правильно варить инвертером начинается – розжигом дуги. Для этого применяется один из двух способов:
- чирканье;
- постукивание.
Чиркая (как спичкой) электродом, к месту начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние. При этом, если розжига не произошло, на металле могут оставаться части расплавленного электрода. Поэтому чиркать нужно непосредственно в месте соединения или вблизи него.
Практически так же разжигается электрод постукиванием. Отличие состоит в том, что мы не ведем его по поверхности металла, а просто касаемся краем сварочного кабеля, места начала сварного шва и отводим электрод.
Способы зажигания дуги
Как передвигать электродом во время сварки
Все процессы, описанные ранее, не представляли никакой сложности для новичка, но теперь переходим к более сложным задачам. Первая сложность, с которой сталкивается начинающий сварщик – схема передвижения электрода, для формирования ровного шва. Если вы зажгли дугу, а затем просто ровно ведете электрод вдоль места соединения, то вероятность получить хороший провар и ровный шов – минимальная. Исключение составляют тонкие металлы, для которых применяется такой способ сваривания.
Три столпа, удерживающих красивый шов это:
- угол наклона электрода;
- схема продольных и поперечных передвижений;
- скорость движения электрода.
Как научиться сваривать металл ровно
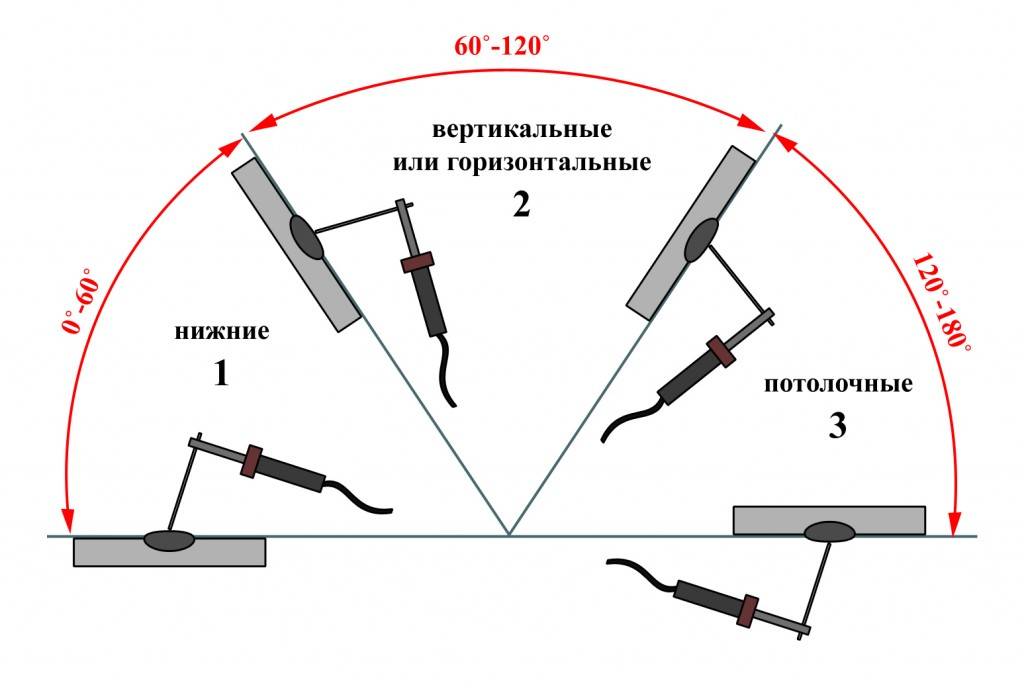
Начнем по порядку, с угла наклона. Оптимальным, для сварки вперед и назад, считается угол от 30 до 40 градусов. Для труднодоступных мест, можно использовать работу под прямым (90 градусов) углом.
Угол наклона электрода при сварке
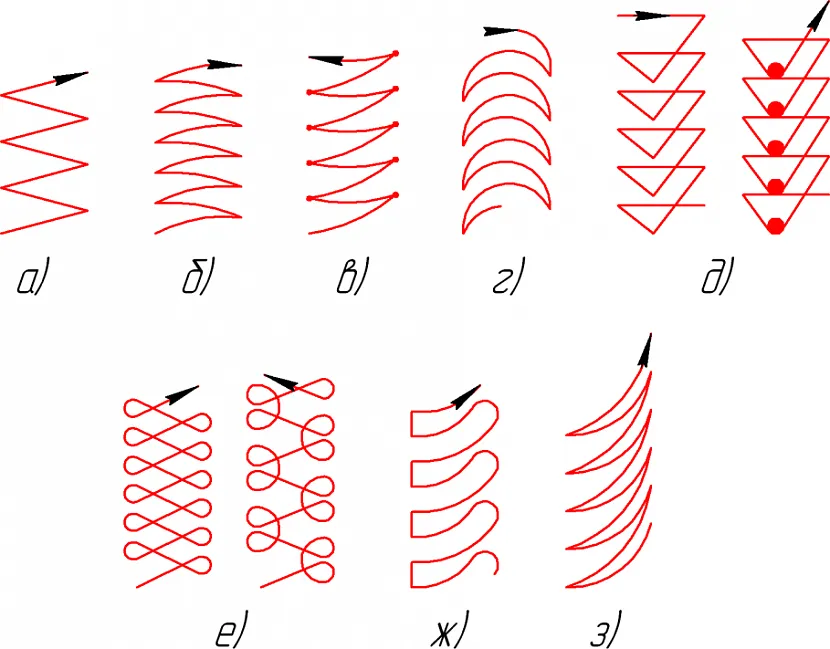
Как мы уже говорили, шов кладется не линейным движением, а комбинированными продольными и поперечными. Существуют специальные узоры, с помощью которых можно тренироваться двигать электродом. Начать можно с простых завитушек в обе стороны, затем практиковать более замысловатые и угловатые схемы. Каждый сварщик самостоятельно подбирает для себя удобную схему. Вы можете тренировать руку в домашних условиях и без сварки, рисуя схемы на бумаге.
Способы выполнения сварочных швов
Скорость отчасти тренируется при рисовании схем. Каждая линия, должна быть четко выведена, поэтому все движения происходят плавно и умеренно. Со временем, смотря на состояние ванночки, вы сможете регулировать свою скорость.
Контроль дугового промежутка
Последний, но не по важности пункт – расстояние от электрода, до металла или дуговой промежуток. Малый промежуток, до 2-х мм приводит к тому, что образуется короткая дуга
Она не может достаточно прогреть место соединения, поэтому провар получается неглубокий и часть расплавленного электрода сильно выступает над поверхностью
Большой промежуток, больше 3-х миллиметров приводит к тому, что дуга получается сильно большой. Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание
Она не может достаточно прогреть место соединения, поэтому провар получается неглубокий и часть расплавленного электрода сильно выступает над поверхностью. Большой промежуток, больше 3-х миллиметров приводит к тому, что дуга получается сильно большой. Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание.
Чтобы хорошо варить инвертором нужен правильно подобранный промежуток. Оптимальный дуговой промежуток для начинающего сварщика 2-3 мм. При таком расстоянии дуга достаточно прогревает металл, чтобы получить глубокий и широкий провар, плюс полноценно работает защитный слой.
В зависимости от модели инвертора и наличия в нем различных функций, облегчающих сварку выдерживать расстояние между электродом и металлом порой не требуется. Достаточно будет вести электрод по поверхности металла.
Полезным дополнением к описанному выше будет просмотр следующего видео:









Полярность при сварке инвертором
Плавление металла обуславливается воздействием на него высокой температуры сварочной дуги, которая возникает в результате присоединения противоположных клемм инвертора к металлической пластине и к сварному стержню. В зависимости от порядка подключения клемм сварочного инвертора, различают прямую и обратную полярность.

Порядок подключения клемм при прямой и обратной полярности
Полярность– это задание направления движения электронов
И прямая, и обратная полярность применяется при сварке инвертором, поэтому начинающему сварщику важно знать отличия этих видов подключений
Прямая полярность – это полярность, возникающая после подсоединения электрода к клемме «минус», а металлопластины — к клемме «плюс». При таком подключении движение тока идёт от электрода к металлу, в результате чего металл прогревается более интенсивно, и зона расплавления становится резко ограниченной и глубокой. Прямая полярность подключения сварочного инвертора выбирается при сварке толстостенных элементов и при инверторной резке.
Обратная полярность характеризуется подключением «минуса» к металлической пластине, а «плюса» — к электроду. Зона сплавления при таком подключении более широкая и имеет малую глубину. Направление тока направлено от металлической заготовки к электроду, в результате чего происходит более сильный нагрев электрода. Такой порядок уменьшает риск возникновения прожога и применяется при сваривании тонкостенных металлических изделий.
Советы и возможные ошибки

Начиная использовать сварочный инвертор, нужно самое главное – запастись терпением, не одна пачка электродов уйдет перед тем, как получится действительно красивый шов.
Но вот стремиться к этому нужно с первого включения аппарата и здесь во многом помогут следующие моменты:
На начальном этапе достаточно научится держать дугу, чтобы электрод равномерно прогревался.
На первых занятиях рекомендуется сначала научиться формировать горизонтальный шов, а уже потом разнообразить задачи – сваривая вертикальные и потолочные элементы.
Важно взять за привычку очищать от ржавчины и налета места соединения.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Преимущества инверторных сварочных аппаратов
Для соединения металлических конструкций необходим опыт и сам сварочный аппарат. Лучший вариант — это использование инверторного оборудования, которое отлично подходит для работы в домашних условиях. Такое устройство стоит недорого, отличается маленькими габаритами и весом. Небольшие размеры не влияют на качество выполнения сварочных работ. Все соединения получаются аккуратными и надёжными. С такой сваркой справится мастер даже невысокой квалификации.
Конструкция инверторного сварочного аппарата состоит из таких элементов, как:
-
Блок питания с фильтром и специальным выпрямительным блоком.
- Инверторный блок отвечает за преобразование постоянного напряжения в переменный высокочастотный ток.
- Для понижения величины высокочастотного тока используется трансформатор. Именно он отвечает за безопасность и предотвращает перегрев оборудования.
- Силовой выпрямитель служит средством подачи постоянного тока на выходе устройства.
- Управлением устройства занимается электронный блок.
В инверторной сварке используются различные инновационные технологии, которые помогли значительно снизить габариты и массу установки. За счёт небольших размеров её легко хранить дома или устанавливать в любое удобное место во время работы. Вес такого оборудования колеблется в пределах 5—15 кг. То есть перенести сварочный аппарат, не составит труда.
Это устройство помогает сварить любые металлические конструкции, если правильно работать на инверторном сварочном аппарате. В комплекте к оборудованию доступна инструкция, в которой есть масса различных полезных сведений, указывающих как правильно варить инверторной сваркой, выбирать электроды в зависимости от типа металла и т. д. Такая брошюра будет полезна даже опытным специалистам.
При покупке важно обращать внимание на присутствие инструкции на русском языке, ведь использовать сварку вслепую сложно, не говоря уже об опасности. Встречаются такие случаи, когда аппаратуру покупают «с рук», а инструкцию старые хозяева потеряли. Тогда лучше всего найти специалиста, который наглядно покажет основные моменты управления сваркой
Самостоятельно начинать испытывать её, не имея даже банальной инструкции нельзя
Тогда лучше всего найти специалиста, который наглядно покажет основные моменты управления сваркой. Самостоятельно начинать испытывать её, не имея даже банальной инструкции нельзя.
Безопасность
Перед началом работ, убедитесь в достаточном уровне безопасности для вашего здоровья. Весь процесс опасен не только ожогами, но и вредоносными элементами для человеческого организма.
Защитная одежда
Со специальной одеждой связан один из самых непростых моментов — работа с ним в летнюю пору для начинающего сварщика затруднительна. Защитная одежда имеет толстый слой, покрывая мастера с ног до головы.









Первое время, особенно при высоких температурных показателях, необходимо перебороть себя и привыкнуть к костюму. Тем более что он — обязательный элемент, ведь защищает от получения чрезмерной дозы ультрафиолета и от расплавленного металла, попадающего на кожу.
Избегаем вреда для глаз
В вопросе как научиться варить электросваркой самостоятельно, важно запомнить этот пункт и выполнять его всегда. Здесь важно не только обеспечить безопасность своих глаз, но также всегда предупреждать об опасности находящихся поблизости
Внимание! Это важно!
Не начинайте работы, пока не убедитесь как своей безопасности, так и безопасности тех, кто находится поблизости.
Защищаем органы дыхания
Один из самых проблемных моментов, связанных со здоровьем человека — безопасность дыхательных путей. Один из популярных способов снизить негативное влияние — воспользоваться респиратором.
Респиратор приносит дополнительный дискомфорт, но этот дискомфорт оправдан его положительными качествами.
Что представляет собой инверторный аппарат

Инверторный аппарат для сварки представляет собой небольшой ящик, вес которого зависит от его мощности и может составлять от 3 до 7 кг. Вся конструкция находится в механическом корпусе с вентиляционными отверстиями, который можно переносить при помощи ручки или ремня.
На панели устройства расположен тумблер или ручка для включения питания. Индикаторы перегрева и питания находятся на лицевой части корпуса. Здесь же есть два выхода для подключения рабочих кабелей – «плюс» и «минус». Один кабель аппарата заканчивается электродом, а второй зажимом-прищепкой. Их разъем подключения к электропитанию находится с торцевой стороны корпуса. Для выставления сварочного тока и напряжения аппарат оборудован специальными ручками.
Принцип работы инверторного устройства
Работает инвертор от обычной бытовой электрической сети с частотой в 50 Гц.
- Устройство имеет выпрямляющую схему, с помощью которой переменный ток преобразовывается в постоянный.
- После этого специальным фильтром происходит окончательное сглаживание.
- Инвертором называют электрический узел аппарата, в котором постоянный ток преобразовывается в переменный. Получаемая на выходе частота измеряется десятками килогерц. Иногда это значение может быть до 60 кГц В зависимости от модели используемого устройства).
- Полученный на выходе высокочастотный ток понижается до нужного напряжения, в результате чего сила тока достигает необходимого для сварки значения в 120-200 ампер.
Такое двойное преобразование нужно для того, чтобы для понижения напряжения высокочастотного тока можно было использовать небольшие по весу и объему трансформаторы. Так, например, для инвертора с силой тока в 160А требуется трансформатор в 250 грамм. Вес оборудования для работы по старой технологии составляет 18 килограмм.
Достоинства и недостатки сварочного инвертора
Наряду с небольшим весом, современный сварочный аппарат имеет еще достаточно много плюсов:
- С помощью схемы его управления можно реализовать множество функций, которые намного облегчат сварочный процесс. Это, например, предотвращение залипания электрода или облегчение розжига дуги.
- Инвертором можно выполнять аргонодуговую сварку, применив для этого электроды из вольфрама.
- Можно использовать для сварки различные электроды, что имеет большое значение при обработке цветного металла, чугуна или разных видов сплавов.
Для более объективного описания этого сварочного устройства стоит отметить его недостатки:
- существенный минус такого оборудования – его цена, которая в 2-3 раза выше обычных сварочных аппаратов;
- при частой и длительной эксплуатации инвертора его необходимо регулярно чистить, так как из-за полупроводниковых деталей он очень чувствителен к пыли;
- кабель устройства должен быть не более 2,5 метров длиной, что существенно сковывает движения сварщика;
- многие модели такого оборудования при пониженных температурах использовать не рекомендуется.
Какими электродами варить профильную трубу 2 мм.
При выборе электродов для электросварки руководствуются толщиной заготовок, напрямую связанной с их диаметром.
Необходимые данные можно получить из таблиц на упаковке или определить размеры самостоятельно, учитывая, что диаметр электрода примерно соответствует толщине стенки при значениях не более 4 мм.
Выбор режима сваривания и вида электродов
Ток, пропускаемый через электроды, напрямую связан с их диаметром, его номинал обычно указывается на упаковке. Дополнительно его значение можно установить из таблиц или приблизительно определить расчетами, исходя из того, что 1 мм. толщины электрода требует ток в 30 ампер.
Существует четыре основных вида электродов в зависимости от материала покрытия:
- Кислые (А). Характеризуются высоким содержанием железа и марганца, металлический электрод переходит в шов в виде мелких капель с образованием жидкой ванны, при отвердевании шлак легко отделяется. При работе слишком высокая температура дуги приводит к подрезам, шов в высокой степени подвержен трещинам – это ограничивает применение данного вида.
- Целлюлозные (Ц). Помимо целлюлозы в состав входят ферромарганцевые руды и тальк, которые полностью выгорают при нагревании, образуя защитный газ, при этом шов не имеет шлакового покрытия. Электрод переходит в шов средними и крупными каплями, образуя грубую неровную структуру с многочисленными брызгами.
Рис. 10 Внешний вид электродугового аппарата и электрода
Рутиловые (Р). Покрытие состоит в основном из диоксида титана или ильменита, металл электрода переходит в сварочную ванну средними и мелкими каплями с малым количеством брызг и образованием ровного качественного шва. Шлаковое покрытие имеет пористую структуру и легко отделяется от шва.
Для электросварки низкоуглеродистых стальных сплавов, из которых изготавливаются профильные трубы, наиболее часто применяются хорошие электроды марок УОНИ-13/55, МР-3, АНО-4, для сваривания нержавейки можно использовать марку ОК 63.34.
Рис.11 Сварка тонкостенных труб
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление
В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.








Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом)
Важно не допустить на кромках наличие жира и лакокрасочных материалов
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
https://youtube.com/watch?v=SRLRSxWUJxc
Рекомендуем:
 Сварка нержавейки инвертором
Сварка нержавейки инвертором
 Осциллятор для инвертора
Осциллятор для инвертора
 Полуавтомат из инвертора своими руками
Полуавтомат из инвертора своими руками
 сварка проводов в распределительной коробке
сварка проводов в распределительной коробке
 сварочный аппарат своими руками
сварочный аппарат своими руками
 как соединить мягкий и жесткий провод
как соединить мягкий и жесткий провод
 заземление в частном доме
заземление в частном доме
 Заземление своими руками
Заземление своими руками
 Заземление в деревянном доме
Заземление в деревянном доме
 Заземление на даче
Заземление на даче
