Электроды для сварки нержавейки

Имеющие основное покрытие (СЭЗ ЗИО-8 d4,0, СЭЗ ЦТ-15 d5,0, ESAB FILARC 88S d3,2). Они подходят для сварки на постоянном токе обратной полярности. Причем роль покрытия здесь выполняют карбонаты кальция и магния.
Имеющие рутиловое покрытие (Lincoln Electric Omnia 46 D3,0, Межгосметиз Omnia 46 d3,0, ESAB OK 46.00 d3,0). В большинстве своем их изготавливают на основе двуокиси титана. Востребованы для соединения изделий при помощи переменного тока и постоянного тока обратной полярности. С их помощью можно поддерживать стабильное горение дуги и добиться сокращения количества брызг.
Чтобы понять, какие электроды для соединения нержавеющей стали будут наиболее подходящими, необходимо исходить из видов стали, которую требуется сварить.
Достоинства и недостатки
 Если сравнивать с другими тактиками сварочных работ, эта, имеет целый ряд значимых «плюсов»:
Если сравнивать с другими тактиками сварочных работ, эта, имеет целый ряд значимых «плюсов»:
- технология такого рода предполагает использование сварочного агрегата.
Он имеет простую конструкцию, доступную цену и небольшие размеры;
- ручная дуговая сварка предназначена для сопряжения многих видов черных и цветных металлов, а также различных сплавов отличной толщины;
- отсутствует необходимость применять дополнительную флюсовую или газовую защиту;
- методика хороша в тех случаях, когда нет возможности добраться до обрабатываемого участка – этому способствуют маленькие габариты сварочного приспособления;
Отрицательные моменты.
При создании шва (как сделать тепловой насос своими руками из старого холодильника) образуется много шлака и его нужно регулярно удалять.
Принимая во внимание то, что сварной поток электричества подается в непрерывном режиме по всей поверхности электрода, необходимо устанавливать для него предельные показатели.
Если этого не сделать, электрод перегреется и в конечном итоге все закончится тем, что покрытие полностью разрушится.
Сварка подобной техникой требует много времени.
Можно ли варить домашних условиях
Обыватели, которые раньше никогда не слышали и не сталкивались с таким подходом к сварочным работам, интересуются вопросом:
насколько этот метод применим для соединения нержавейки в быту.
Так же многих интересует, на какие моменты нужно обращать особенно пристальное внимание
Важно знать! Перед началом выполнения работ, необходимо основательно обработать и подготовить поверхности к соединению
Важно знать! Перед началом выполнения работ, необходимо основательно обработать и подготовить поверхности к соединению. Подобное очищение в технологическом плане мало чем отличается от обработки низкоуглеродистых сталей
Подобное очищение в технологическом плане мало чем отличается от обработки низкоуглеродистых сталей.
Заготовка должна быть без признаков загрязнения, с нее нужно удалить весь мусор.
Кромки и поверхность необходимо тщательно обработать растворителем.
Таким манером вы избавитесь от жира, который имеет негативное воздействие на стабильность дуги.
Не стоит забывать о еще одной важной процедуре:
Для того, чтобы создать, максимально, благоприятную обстановку для усадки, необходимо все сделать так, чтобы сварной стык имел небольшой зазор.
Нержавеющую сталь соединяют с помощью тока обратной полярности
Во время сварочных работ очень важно контролировать состояние шва – он должен проплавляться по минимуму
Для этих целей, как правило, не пользуются электродами большого диаметра. С ними работают только в случае сваривания толстостенных поверхностей.
Выбирать электроды нужно со знанием дела. Если вы сами не разбираетесь во всех тонкостях вопроса, то лучше это доверить специалисту.
Неправильно подобранное изделие – это гарантия нарушения герметичности шва, что приведет к образованию микротрещин, пор и раковин. Подоплекой появления дефектов считается вскипание металла.
Для достижения качественной сварки нержавеющей стали, значения показателей тока должны быть, как минимум, на 20 % меньше того, которые используются для сваривания низколегированных сталей.
Если вы собираетесь пользоваться инвертором, который предназначен для работы в индивидуальном строительстве или в бытовых условиях, то диапазон может быть выставлен в пределах – 60 – 160А.
 На аппарате имеется регулятор, с его помощью, максимально, точно устанавливают необходимый ток сварки.
На аппарате имеется регулятор, с его помощью, максимально, точно устанавливают необходимый ток сварки.
Это положительно сказывается на качестве сварочного рубца (устройство септика Топас описано на этой странице).
После того, как шов будет создан, нужно предоставить ему время для остывания, что даст возможность металлу впоследствии не поддаваться коррозионным процессам.
Быстрее охладить шов помогут медные прокладки (про соединение стальной трубы с полипропиленовой написано здесь).
А если речь идет об аустенитной стали, решить проблему можно с помощью обычной воды.
Особенности сварки
Как мы уже писали выше, у данного металла есть некоторые нюансы. И все особенности сварки нержавейки нужно обязательно учитывать, чтобы выполнить работу быстро и качественно. Из основных особенностей можно выделить как раз оксидную пленку. Не пытайтесь полностью избавиться от нее, просто как следует зачистите металл перед сваркой, подготовьте поверхность. Для этого можно использовать шлифмашинку, или болгарку со шлифовальным кругом. Также можно использовать металлическую щетку. После такого метода обработки металл потеряет свою внешнюю привлекательность, так что его нужно будет потом отполировать до блеска.

Если вы все же располагаете свободным временем, то можете использовать метод травления. Он особенно хорош, если детали не очень большого размера. Для травления используют специальные растворы. Дома можно выполнить травление с помощью специальной пасты. Ее наносят с помощью толстой широкой кисти. Но учтите, что перед началом травления поверхность деталей нужно как следует вымыть и обезжирить.
Также не забудьте подготовить кромки, предварительно разделав их
Обратите внимание, что в сварном стыке обязательно должен быть зазор, чтобы у шва была свободная усадка в процессе охлаждения. Вернемся к подготовке кромок
Их также нужно тщательно зачистить щеткой и промыть ацетоном (или любым другим растворителем), чтобы обезжирить поверхность. Это поспособствует улучшению качества шва, а дуга будет гореть стабильно.
Особенности сварки нержавеющей стали
Главная проблема, возникающая у неопытных сварщиков – некачественный шов. В трубе может появиться течь даже при небольшом давлении. На металле в районе шва возникают трещины.









При сварке нержавейки электродом нужно учитывать ряд особенностей легированной стали, ее физические свойства:
- У металла большой коэффициент расширения, он после соединения электросваркой в процессе охлаждения стягивается. Если варить нержавейку обычной присадкой для углеродистой стали, имеющей небольшой коэффициент расширения, на шве могут появиться трещины – его будет разрывать от внутренних напряжений в нержавейке.
- При окислении ванны расплава на поверхности образуется пористость за счет кристаллизации. Если нет возможности создать над рабочей зоной защитную атмосферу, нужно подбирать стержни со специальной обмазкой, содержащей компоненты, препятствующие поступлению кислорода в шов.
- Легированная сталь, используемая в быту, плавится при невысоких температурах. Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
- Присадку для сварки нержавейки подбирают с учетом особенных свойств легированного металла. Желательно точно знать марку свариваемых заготовок.
Маркировка сталей и подготовка поверхностей
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.
Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
Это интересно: Как варить нержавейку аргоном — технология сварки
Подготовка и финишная обработка
Качество сварки нержавейки, как и любых других металлов, зависит от подготовки зоны сваривания. Металл должен быть тщательно очищен от жира, пыли и грязи, промыт ацетоном или высокооктановым бензином и просушен. Металлической щеткой необходимо зачистить кромки деталей до характерного блеска.
Сварка нержавейки имеет свои особенности — высокий коэффициент термического расширения может вызвать появление холодных трещин, если детали сдвинуть очень плотно. Между ними необходимо оставить небольшой зазор, ширина которого определяется по справочнику или опытом сварщика.
Зачистка сварочных швов нержавеющей стали — обязательный этап завершения работ. Она производится механическим или химическим способом. Основная цель — удалить сажу и окалину, очистить зону шва от различных примесей, которые мешают образованию полноценной оксидной пленки.
Перед тем, как зачистить сварочный шов на нержавейке, необходимо тщательно осмотреть его на предмет появления трещин или иных видимых дефектов. При бытовой сварке нет необходимости в использовании дефектоскопической аппаратуры, но при промышленной — она должна применяться в обязательном порядке.
Травление кислотами производится на всех марках стали при помощи соляной и серной кислот. После обработки шва необходимо промыть зону работ чистой водой. В домашних условиях кислотное травление производится редко, более распространен механический способ.
Механическая обработка производится способом очистки металлической щеткой и обработкой мелкозернистой наждачной бумагой. Если есть возможность — обработать пескоструйным аппаратом. После механической обработки следует нанести на шов пассивирующий раствор.
Шлифовка и полировка зоны шва и поверхности изделия целиком производится при помощи полировальных и шлифовальных кругов с различными типами поверхности. Из инструментов при этом используется болгарка или вибрационные шлифмашинки.
Технология сварки обычным электродом
Для соединения нержавейки нужно выполнять простые правила:
- Не допускать перегрева заготовки до температуры выше 150°С;
- Вести сварку при токе малой величины, исключая лишние движения электродом. Скорость подачи проволоки довести до максимальной.
- Обеспечить отвод тепла с помощью медных пластин, подложенных под соединяемые детали.
- Для толстых листов нержавейки применять сварку многопроходную.
- Использовать специальные электроды. Простые дают шов низкого качества.
При работе место соединения обезжиривается. Метод позволяет сохранять устойчивое горение дуги. Величина тока – от 80 А. Под заготовки подкладываются теплоотводящие пластины из меди. Для надежности горения дуги расстояние между металлом и электродом составляет 2-3 мм.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность — обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
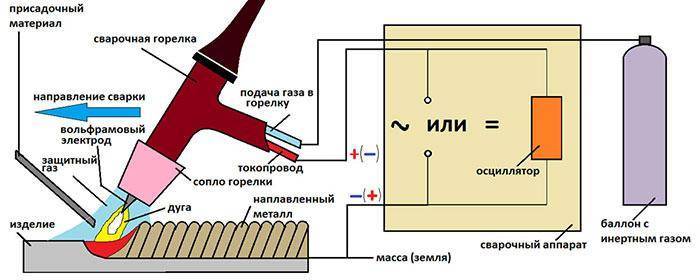
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов — 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения — 35-75 А, электрод Ø — 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка — 2 мм.;
- переменный ток, 45-85 А, Ø — 2 мм.
- толщина 4 мм.: постоянный ток прямой полярности, 85-130 А, Ø — 4 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Как приварить нержавейку к черному металлу: способы и порядок действий
Существуют три способа, чем приварить нержавейку к черному металлу:
- Единичными электродами с никелевым покрытием в системе мма.
- Электродами из вольфрама. В этом случае необходима регулярная подточка наконечника стержня.
- В аргоновой среде, где газ выполняет защитную функцию. Применение газа делает соединение более надежным, помогает избежать окисления, и, как следствие, хрупкости шва. Однако данный метод подразумевает использование специализированного сварочного аппарата, способного выполнять операции в подобном режиме.
Вне зависимости от типа проводящихся сварочных работ для получения наилучшего результата стержень располагается строго перпендикулярно относительно поверхности и все движения производятся максимально плавно.
Перед сваркой нержавейки с черным металлом необходимо сделать следующее:
- Приготовить расходные материалы, произведенные на основе из никеля;
- Электроды должны быть прокалены. Самая подходящая температура должна быть в диапазоне от 200 до 205 градусов в течение 60 минут;
- Постоянный ток должен быть подключен;
- Поверхность нержавеющей стали и черного металла должна быть очищена от пыли, пятен, грязи, ржавчины.
Как варить электродом
Для соединения заготовок из нержавеющей стали и черного металла в бытовых условиях используют инверторы. Аппараты питают от сети 220 В, компактные размеры позволяют легко перемещать их. Процесс сварки ведут так:
- Очищают обрабатываемые поверхности от ржавчины, жира, пыли. Зачищают металл до блеска.
- Кромки толстых заготовок разделывают болгаркой или напильником. Это обеспечивает высокую степень проплавления, заполнение сварочной ванны.
- Тонкостенные детали сопоставляют, приваривают их в нескольких местах. Изделия толщиной более 5 мм прогревают до 150 °С. В бытовых условиях для этого используют паяльную лампу.
- Возбуждают электрическую дугу. Для этого подводят электрод к поверхности, несколько раз касаются ее. Сварку ведут с короткой дугой.
- Завершают сварку, формируя замок, исключающий появление трещин и прожогов.
- Дожидаются естественного остывания шва. Принудительные методы применять нельзя.
- Очищают соединение от шлака, используя молоток. Полируют и шлифуют шов.
Рекомендуем к прочтению Как варить нержавейку полуавтоматом
Полуавтоматический автомат
При использовании такой технологии соединяемые элементы требуют подготовки. Перед сваркой выполняют следующие действия:
- примыкающие к будущему шву участки зачищают железной щеткой до металлического блеска;
- с кромок толстых заготовок снимают фаски;
- обезжиривают поверхности ацетоном, спиртом или бензином;
- просушивают кромки, прогревая их горелкой;
- для устранения внутреннего напряжения детали нагревают до 200 °С.
Для ведения сварки в домашних условиях достаточно полуавтоматического аппарата мощностью до 10 кВт. Такие приборы предназначены для соединения заготовок толщиной до 3 мм. При настройке агрегата выставляют напряжение в 19-25 В. Рекомендованная скорость подачи расходного материала – 300-400 м/ч. Силу тока подбирают в зависимости от толщины металла. Увеличением или уменьшением этого параметра регулируют степень провара, длину электрической дуги, форму шва.
При работе соблюдают следующие правила:
- Процесс ведут с током обратной полярности.
- Горелку устанавливают под наклоном, обеспечивающим нужную глубину проплавления и ширину сварочной ванны. Проволока должна выступать не более, чем на 12 мм.
- Расход газа должен составлять 6-12 м³/час. Для устранения лишней влаги вещество пропускают через осушитель.
- Электрод перед применением прокаливают при +200 °С.
- Для защиты прилегающих участков от брызг расплава их обрабатывают водным раствором мела.
- Сварку начинают, отступая 5 мм от кромок деталей. Это препятствует появлению холодных трещин.
- Электрод ведут вдоль соединения плавно. Совершение поперечных движений недопустимо. Расплав не должен покидать пределы защитной среды.
В газовой среде
Процесс ведется с использованием неплавких электродов из вольфрама. Из-за высокой стоимости работ метод редко применяется в домашних мастерских. Однако он помогает получить наиболее качественное, в сравнении с другими технологиями, сварное соединение. Аргонный метод применяют для устранения повреждений в газо- и водопроводах. Сварка черного металла с нержавейкой ведется с постоянным током.










Газ начинают подавать за 5-10 секунд до появления электрической дуги. Попадание воздуха в сварочную ванну приводит к окислению, ухудшению антикоррозионных свойств стали. При работе недопустимы зигзагообразные движения электрода. Они способны нарушать газовое пространство.
Настройка аппарата
Прежде чем сваривать нержавейку инвертором необходимо переключателями на передней панели выставить настройки в соответствии с параметрами соединяемых заготовок. Величину напряжение и тока в зависимости от толщины деталей определяют по таблице:
|
Толщина металла, мм |
Диаметр электрода,
мм |
Напряжение,
В |
Величина тока,
А |
|
1,5 |
2 |
13 |
40 — 60 |
|
3 |
3 |
15 |
75 — 85 |
|
4 |
3 |
16 |
90 — 100 |
| 6 | 4 | 18 |
140 — 150 |
При выполнении аргонодуговой и полуавтоматической сварки расход газа настраивается в пределах 6 — 12 л/мин. Скорость движения проволоки устанавливают переключателем режимов. Чем она больше, тем меньше глубина провара.
Сварка разнородных металлов и нержавейки
В промышленности используются детали из разнородных материалов.
При сваривании разнородных металлов требуется учесть особенности каждого из них и подобрать соответствующие электроды и режим.
Разогревание разнородных материалов приводит к тому, что в зоне плавления появляется состав из двух металлов.
Видео:
https://youtube.com/watch?v=-RFTNzS8UDc
Химические и физические свойства разнородных материалов передаются сварному шву, а в случае выгорания какой-либо из составляющих, свойства будут переданы неравномерно.
Рассмотрим варианты сваривания поверхностей из латуни, меди и титана в домашних условиях.
Особенность титана – это высокая прочность, стойкость к агрессивным средам, пластичность, жаростойкость при температуре 650-700 градусов по Цельсию.
В сварном шве титана и разнородных металлов присутствует водород, что сказывается на склонности шва к растрескиванию, особенно при включении азота.
Сварка титана с любым из разнородных материалов производится по следующей технологии:
- По ГОСТ требуется защита места сваривания титана от насыщения газом и снижение азота до 0,05%;
- Применяется точечная контактная сварка или дуговая в инертных газах (смесях с аргоном). В промышленности может быть применена лазерная сварка. Точечная и лазерная сварка требуют, чтобы после остывания была проведена полировка. Для аргоновой сварки полировка не требуется;
- Как присадка используется проволока для сварки титана из любого черного металла. Проволока обживается в вакууме;
- По ГОСТ сваривание титана с рядом разнородных материалов и нержавейкой путем взрыва требует прокладок из меди. Проволока допустима к применению;
- Сварка труб из титана и нержавейки требует, чтобы проволока располагалась по сварному шву.
При соединении меди и нержавейки технические сложности появляются из-за родства меди с кислородом, низкой температуры плавления меди и способности меди к поглощению веществ в газообразном состоянии.
Это серьезно усложняет сваривание толстых поверхностей меди с применением аргона обычными электродами.
Самый удачный способ – это дуга с аргоном с применением вольфрамового электрода. Медная проволока используется при сваривании меди и нержавейки как присадка, улучшающая качество сварного шва.
В некоторых случаях можно провести замену аргона на азот. Но при этом расход вольфрамового электрода существенно увеличится, что делает не всегда выгодным использование азота.
Сварка латуни и нержавейки крайне затруднена. В латуни содержится значительное количество цинка, который снижает прочность соединения латуни с любым из разнородных металлов.
Сварной шов латуни и разнородных металлов не проходит испытание на прочность. Правильней говорить в этом случае о пайке латуни.
Соединение поверхности из латуни с нержавеющим металлом производят с помощью легкоплавкого припоя, расход которого будет в этом случае значительным.
Образованное соединение не принимает физико-химических свойств латуни, поэтому имеет достаточную прочность.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники
Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.










Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Это интересно: Сварка титана и его сплавов, технология сварки аргоном, особенности сварки титановых труб полуавтоматом, электронно-лучевая сварка: разбираемся обстоятельно
Чем варить нержавейку?
Сварить нержавейку можно разными способами
Важно не только выбрать технологию, но и подготовить расходные материалы, оборудование

Электроды для сварки
Какими электродами варить нержавейку?
Для людей, которые не знают, какие электроды для сварки нержавейки нужно использовать, необходимо ознакомиться с ГОСТом 10052−75. Если не пользоваться ГОСТом, нужно учитывать марку стали.
Все расходники делятся на две больших группы:
- Стержни с разными покрытиями.
- Вольфрамовые электроды.
Существуют специальные стержни для работы со сплавами, цветными металлами.
Можно ли варить обычным электродом?
Сварка нержавейки обычным электродом допускается. Однако это может привести к разным негативным последствиям. Связано это с тем, что в месте нагревания совмещаются разные металлы. Из-за этого возникают внутренние напряжение, которые ухудшают показатель прочности шва. Первые микротрещины начнут появляться во время остывания, с характерными щелчками. Такой шов быстро покроется слоем ржавчины.
Оборудование
При соединении деталей из нержавеющей стали электросваркой используется разное оборудование. Желательно выбирать аппараты, которые выдают постоянный ток. Они позволяют равномерно вплавлять присадочный материал в пространство между заготовками.
Если нет возможности использовать оборудование, вырабатывающее постоянный ток, можно использовать инвертор. Сварка инверторным аппаратом требует использования специальных электродов, быстрого ведения дуги для получения ровной поверхности. Качество сваривания нержавеющей стали зависит от выбора расходных материалов, оборудования, настройки режима проведения работ.
Какие электроды стоит использовать
Сварка нержавейки инвертором происходит с помощью электродов с покрытием из карбонатов магния и кальция. Популярные марки – ЦЛ-11 и ОЗЛ-8. Стоимость расходных материалов мала, но дешевые электроды залипают, дуга держится плохо. Работа требует опыта мастера. Получившиеся швы обладают антикоррозийными свойствами. После ОК-45 или МЗ-3 шлак легко отчищается.
Даже у начинающих мастеров при работе с нержавейкой получается прочный шов. При сварке нужно учитывать свойство остывшего шлака лопаться и отскакивать от заготовки. Необходимо принять меры к защите глаз и открытых участков тела от ожогов.
При работе с ручной электросваркой используются электроды: СЭЗ ЗИО-8, СЭЗ ЦТ-15, ESAB FILARC 88S. Они имеют защитное покрытие из карбоната кальция и магния.

Особенности сварки деталей из нержавейки
Основные трудности, возникающие при сварке нержавейки, связаны с тем, что этот материал относится к группе высоколегированных сплавов, а потому содержит в своем составе множество разных элементов, определяющих его основные свойства. Так, в ее составе присутствует такое соединение, как хром. Его доля в сплаве может достигать 12−30%. Хром, как и другие элементы, содержащиеся в составе нержавейки — молибден, марганец, титан и никель, обеспечивает этого металлу антикоррозионные свойства. Но при этом от него нержавейка получает и ряд особенностей, которые влияют на ее свариваемость.
Поэтому при сварке нержавейки необходимо учитывать ряд характеристик этого материала.
- Высокий коэффициент линейного расширения. Из-за этой особенности во время сваривания деталей из нержавейки они неизбежно подвергаются значительной деформации. Иногда вызванное этим свойством деформация может вызвать появление крупных трещин, если подготовленные для соединения детали имеют большую толщину и между ними отсутствует зазор.
- Низкая теплопроводность. В отличие от низкоуглеродистых сплавов нержавейка имеет в полтора — два раза ниже показатель теплопроводности. Из-за этой особенности при сварке детали проплавляются даже при токах меньшей величины, чем при соединении деталей из низкоуглеродистой стали.
- Межкристаллитная коррозия. В условиях, когда нержавейка во время сварки подвергается сильному нагреву (до температуры +500 градусов Цельсия и выше), приходится наблюдать такое явление, как межкристаллитная коррозия. Она возникает из-за того, что по краям зерен структуры металла образуются прослойки, состоящие из карбида хрома и железа.
Но предотвратить это явление можно, если с особой тщательностью подходить к выбору режима сварки, а также в принудительном порядке остужать соединяемые элементы, с чем легко может справиться обычная вода
Но важно помнить, что такой метод охлаждения можно применять только в отношении изделий из хромоникелевых сталей, обладающих аустенитной внутренней структурой
Перегрев электродов с хромоникелевыми стержнями. Учитывая, что свариваемые материалы имеют низкие показатели теплопроводности и повышенное электрическое сопротивление, во время их соединения электроды, стержни которых состоят из хромоникелевого соединения, часто нагреваются до критических температур. Предотвратить подобное явление можно только при условии применения для сварки электродов, имеющих длину не более 35 см.
Рекомендуем:
 сварка проводов в распределительной коробке
сварка проводов в распределительной коробке
 Как варить инвертором: советы новичкам
Как варить инвертором: советы новичкам
 как соединить мягкий и жесткий провод
как соединить мягкий и жесткий провод
 Осциллятор для инвертора
Осциллятор для инвертора
 Полуавтомат из инвертора своими руками
Полуавтомат из инвертора своими руками
 сварочный аппарат своими руками
сварочный аппарат своими руками
 Соединение проводов
Соединение проводов
 как подключить светодиод к 220в
как подключить светодиод к 220в
 как подключить светодиодный светильник к 220в
как подключить светодиодный светильник к 220в
 какой водонагреватель лучше купить в квартиру
какой водонагреватель лучше купить в квартиру
